( Kursus Online System Aplikasi SAP versi bahasa Indonesia)
Tag: SAP Indonesia
pt sterling products indonesia;
pt sap express courier;
forum sap indonesia;
stem indonesia;
lowongan kerja sap business one;
it company indonesia;
sap apa;
sapexpress;
sap kepanjangan dari;
apa sap;
singkatan dari sap;
lowongan konsultan sap;
sap express jakarta;
jual software sap;
sap komunitas;
team tulus;
lowongan sap indonesia;
mitra inti solusindo;
sap express delivery company;
sap courier express;
lowongan sap business one;
kepanjangan sap adalah;
sap lowongan;
inti indonesia;
lowongan sap consultant;
pt sterling tulus cemerlang;
sap express tracking;
tracking sap express;
sterling products indonesia;
sterling indonesia;
pt sterling;
one industries indonesia
KANBAN, sebagai kontrol produksi, sinyal kanban untuk pengiriman material dapat dipicu oleh sumber permintaan yang mengirim kartu yang menjelaskan material mana yang akan dikirim dan quantity yang akan dikirim
sistem penjadwalan untuk manufacturing yang berasal dari sistem TPS (Toyoya Production System).
Pull System: produksi didasarkan pada permintaan pelanggan, lebih dari standard praktis untuk push memproduksi barang dan mendorongnya ke pasar
Tujuan utamanya :
Untuk meminimalkan aktivitas waste tanpa mengorbankan produktivitas untuk menciptakan nilai lebih bagi pelanggan tanpa menghasilkan banyak
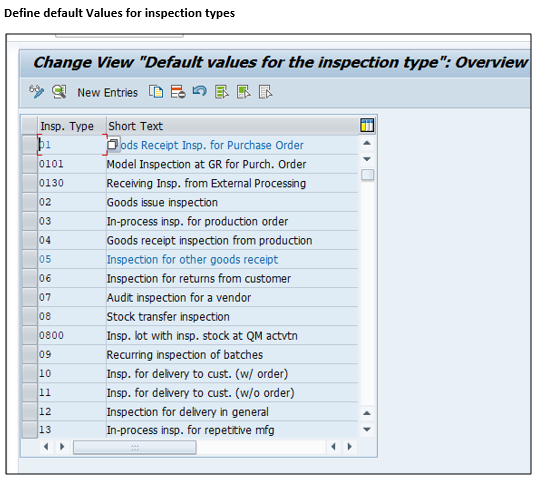
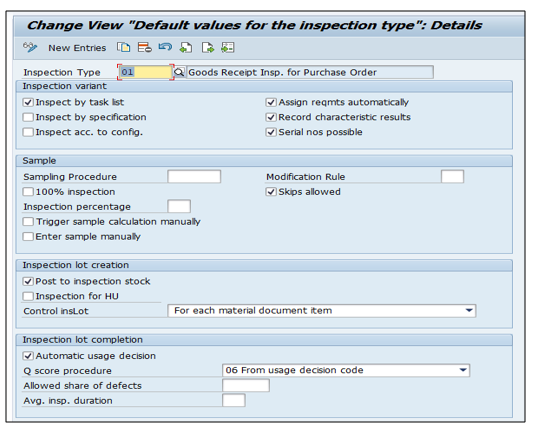
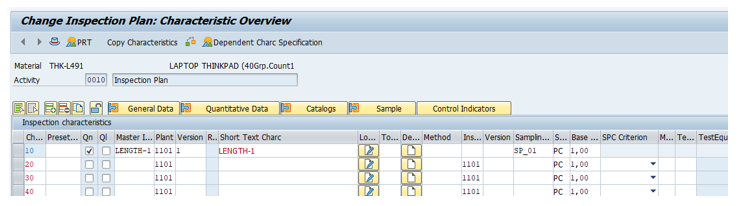
Inspection Plan untuk menentukan karakteristik mana/MIC yang akan diinspeksi dalam setiap operasi inspeksi dan peralatan uji mana/Method yang akan digunakan dalam inspeksi. Anda menggunakan Inspection Plan, misalnya, untuk menjalankan model, masalah barang, penerimaan barang, atau inspeksi berulang.
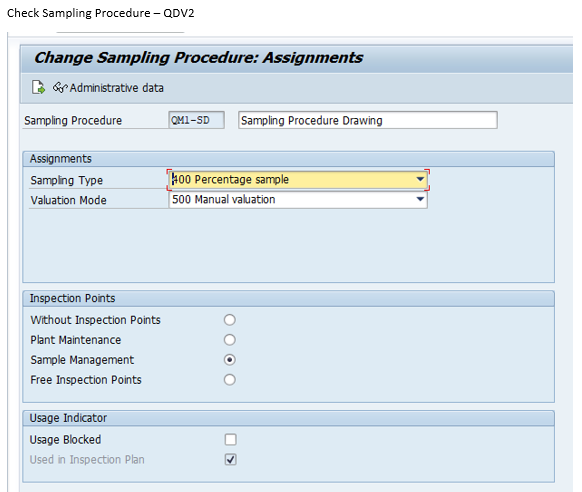
Sampling Procedure adalah yang menentukan ukuran sampling suatu inspeksi dalam prosedur pengambilan sampling. Valuation Mode adalah mendefinisikan hasil inspeksi. Sampling Procedure adalah diassign untuk fitur di dalam inspeksi plan. Berdasarkan permintaan, sample material tergantung pada prosedur pengambilan lot percentage sampling, sampling scheme & sampling drawing procedure. Tcode : QDV1, QDV2, QDV3 Contoh : QM1-PER (Sampling Procedure for Percentage)
•Inventory Management Overview •Managing Material Stock •Goods Movement •Document for Goods Movement •UOM in Inventory Management •Single Screen Transaction for Goods Movement •Navigation in Single Screen Transaction •Post GR with Reference to Document
Object bisnis functional location adalah unit organisasi dalam Logistik, yang menyusun objek maintenance perusahaan menurut kriteria fungsional, terkait proses, atau spasial.
Sebuah functional location merupakan tempat di mana tugas pemeliharaan harus dilakukan.
Sebuah functional location mewakili area sistem tempat Object dapat diinstall. Objek yang dapat diinstall di lokasi fungsional disebut equipment dalam Sistem SAP
Structure Indicator – Label
Functional Locations dibuat menggunakan Structure Indicator.
Structure Indicator terdapat 2 fields
Coding Template
Hierarchy Levels
Coding Template – digunakan untuk control input characters yang dipakai ketika sebuah label di assign dan bagaimana characters ini di kelompokkan bersama atau dipisahkan
Hierarchy Levels – digunakan untuk define input level di akhir pada character dan sebanyak hierarchy levels pada format structure
Label untuk functional location dapat mengandung maximum of 40 Characters
Sebuah equipment adalah objek fisik individu yang dimaintain sebagai unit otonom
Sebuah Equipment biasanya mewakili objek tunggal seperti pompa, motor, kendaraan, yang tugas maintenancenya harus dilakukan.
Equipment dapat diInstall pada functional locations
Sebuah equipment dapat dihubungkan dengan material, jika ada inventory management
Anda dapat mengelola semua jenis perangkat sebagai bagian dari equipment (misalnya, utilitas produksi, utilitas transportasi, peralatan uji, sumber daya/peralatan produksi, bangunan, PC
Production Order secara umum adalah proses produksi yang menghasilkan quantity sesuai dengan target quantity yang di input di PRO.
Mulai dari PPIC menyediakan material BOM dan bahan pembantu, mengatur capacity mesin work center dan menentukan base qty per lot, maka costing akan terakumalasi dari masing-masing activity yang ada di routing dan cost center.
Material stagging dapat dilakukan dengan tcode MIGO-GI atau dapat dilakukan dengan cara stagging / massal dengan atau tanpa backflushing, konsep backflushing adalah consume material by PRO untuk memudahkan dan mengurangi kesalahan user saat consume material, namun dengan mengaktifkan backflushing menyebabakan quantity stock, sloc harus available dan sesuai dengan posisi stock. Seandainya terjadi deficit maka material-material yang akan diconsume akan masuk ke tabel dan proses COGI harus dilakukan untuk memperbaiki stock yang bermasalah, setelah stock dificit dipenuhi / available.
Proses goods receipt / GR pada Production order based on target quantity yang ada di production order, namun dengan mengaktifkan over/under (tolerasi) delivery menyebakan GR by production order tidak mesti sesuai lagi dengan target quantity, company yang melakukan proses over delivery, misalnya company Mill / minyak kelapa sawit, dimana buah/FFB sebagai komponen akan masuk sebagai bahan proses produksi dengan hasil GR yang tidak dapat diplanningkan (bisa lebih/kurang) dari quantity target produksi.
Ada juga system good receipt /GR by Production order didasarkan atas NIK (nomer induk kendaraan) / serial number / equipment yang dihasilkan dari proses produksi.
Disinilah yang akan saya paparkan konfigurasi : bagaimana cara melakukan MIGO-GR by production dengan mengaktifkan Serial number / Equiment.
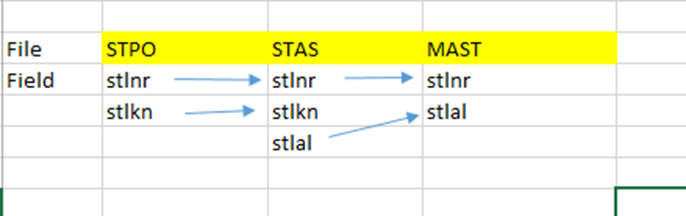
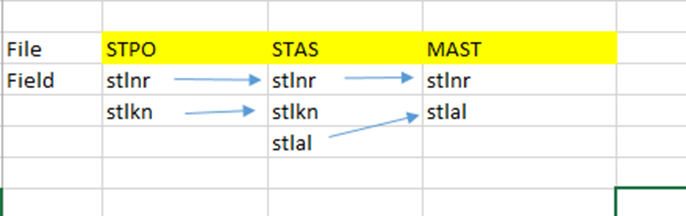
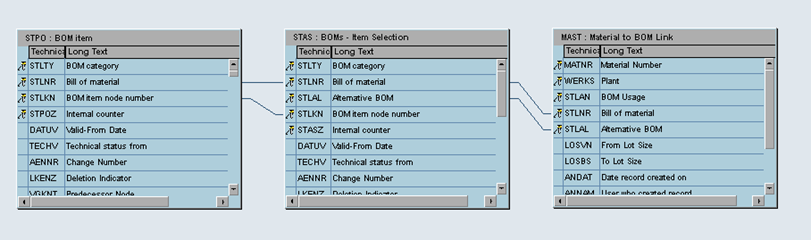
Tabel –tabel yang akan di join adalah table (STPO, STAS & MAST)
Field Join dari masing-masing tabel
Contoh Customize Report yang akan dikeluarkan:
SQVI
Masukkan Nama QuickView (free text). à Create
Edit à Insert Tabel (masukkan berdasarkan urutan)
STPO
STAS
MAST
Relasi / Join sesuaikan dengan gambar dibawah, Jika tidak sesuai, bisa diputuskan/dilepas dengan, arahkan pada (line joint), klik mouse kanan, kemudian delete.
Contoh: field internal control saya akan lepaskan (Delete link)
Kemudian tekan tombol back
Expand Segitiga di masing-masing file tabel untuk mengisikan : field selection yang akan tampil dilayar / pilihan parameter & field yang akan dimunculkan di report.
sistem penjadwalan untuk manufacturing yang berasal dari sistem TPS (Toyoya Production System).
Pull System: produksi didasarkan pada permintaan pelanggan, lebih dari standard praktis untuk push memproduksi barang dan mendorongnya ke pasar
Tujuan utamanya adalah meminimalkan aktivitas waste tanpa mengorbankan produktivitas
Tujuan utamanya adalah untuk menciptakan nilai lebih bagi pelanggan tanpa menghasilkan banyak biaya
dengan KANBAN, material distagging di mana ia digunakan. itu tetap ada untuk digunakan, dalam buffer material kecil. sehingga stagging material tidak perlu di planning. sebagai gantinya, material yang dikonsumsi segera diisi ulang/replenished menggunakan kanban.
KANBAN, sebagai kontrol produksi, sinyal kanban untuk pengiriman material dapat dipicu oleh sumber permintaan yang mengirim kartu yang menjelaskan material mana yang akan dikirim dan quantity yang akan dikirim.
Nama kanban awalnya sistem dari kartu-kartu, yang disebut “KANBAN” dalam bahasa Jepang. itu juga merupakan praktek umum untuk menyebut CONTAINER/wadah sebagai sebuah KANBAN.
For Example: Issuing of diagram KANBAN Concept.
PCPSAFIN01 = Production Supply Final PCPSAAS01 = Production Supply Assembly PCPSAST01 = Production Supply Start
TCODE
PK05 (Maintain)
PK06 (Display)
PKMC (Control Cycle Maintenance)
PK13N (Demand Source View)
PK11 (Evaluation Plant Overview)
PK18 (Evaluation Control Cycles/KANBAN)
PK50 (Evaluation Display Error)
MCQ (Evaluation Information System)
PK058 (Quick Entery Supply to Production Area)
SPRO
KANBAN -> Replenishment Strategies -> Define In-House Production Strategies
KANBAN -> Status à Define Status Sequence
KANBAN -> Kanban Board -> Define Kanban Display in The Kanban Board
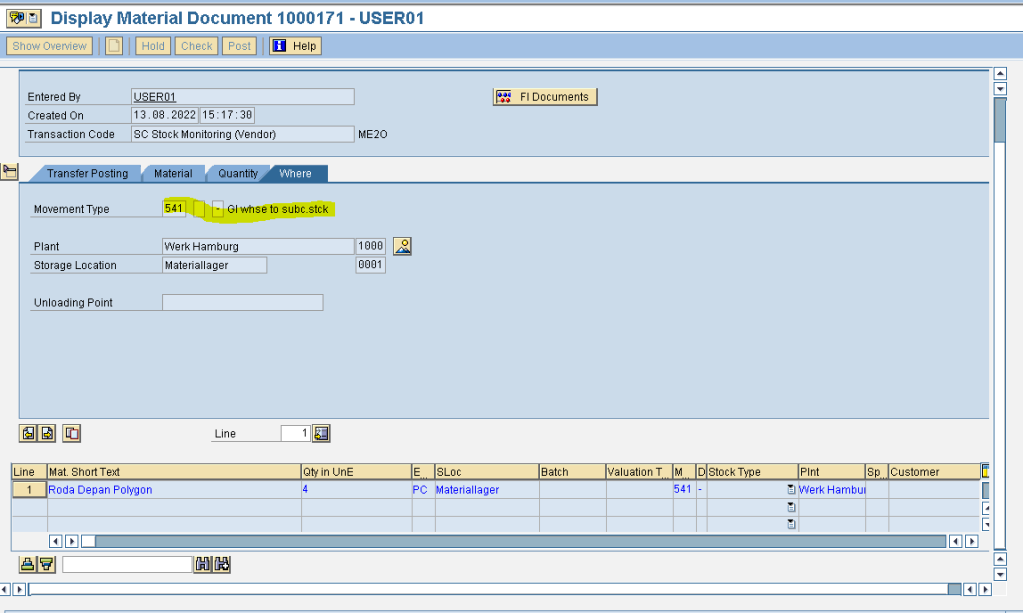
Purchase Order by Subcontracting adalah model support material yang didroping ke vendor untuk kebutuhan permintaan / requirement proses produksi. Hal ini dilakukan karena overload proses produksi sehingga perlu bantuan vendor untuk membuatkan finished product agar dicapai target proses produksi.
Media yang diperlukan untuk tersebut adalah supply raw material / GI ke vendor dan GR hasil finished product dari vendor.
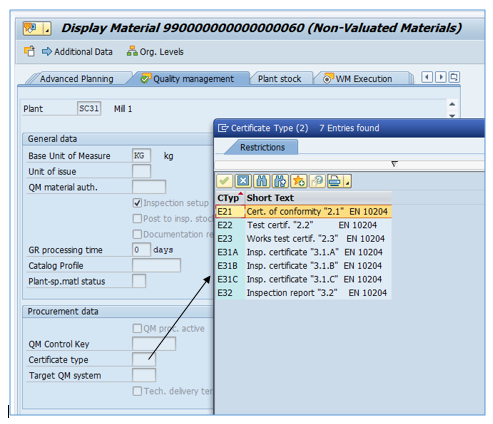
CODE adalah untuk menentukan bagaimana defect tertentu, penyebab defect, problem & sebagainya harus dicatat dan dievaluasi.
CODE GROUPSadalah summary dari CODE berdasarkan content (Ex: surface attribute, color)
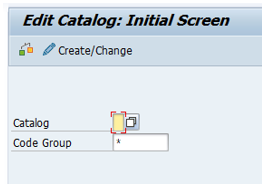
CATALOGadalah the summary dari CODE GROUPS berdasarkan content (Ex: defect type, cause, characteristics attribute). CATALOG ini adalah untuk mendefinsikan, manage dan standardize information
SPRO compare with QS41
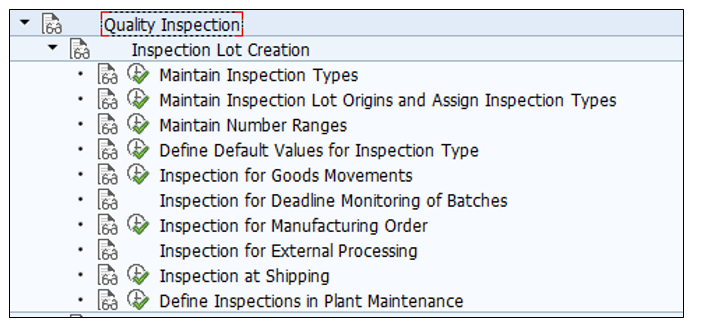
Quality Management –> Inspection Lot Completion –> Edit Code Groups and Codes for UD
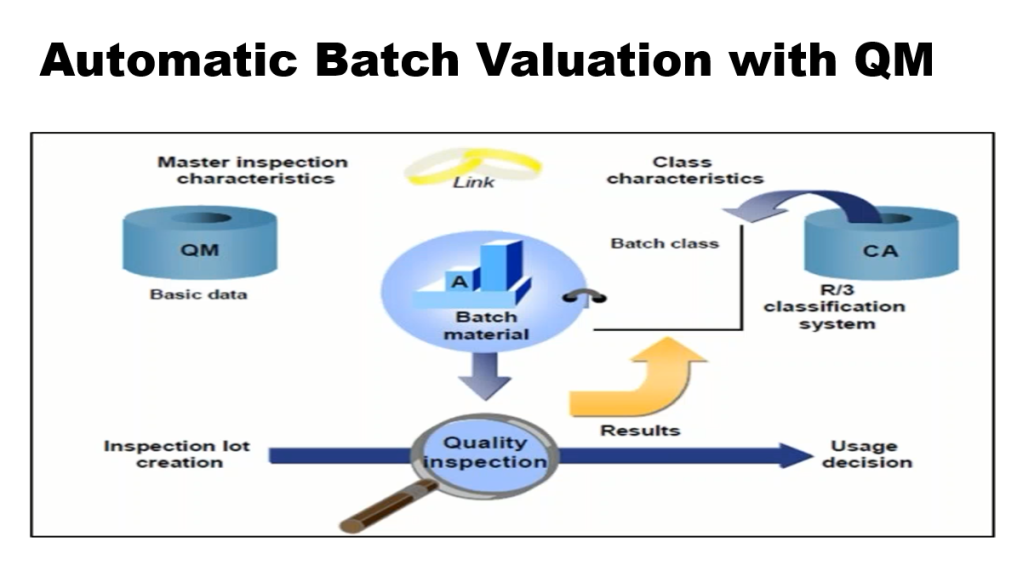
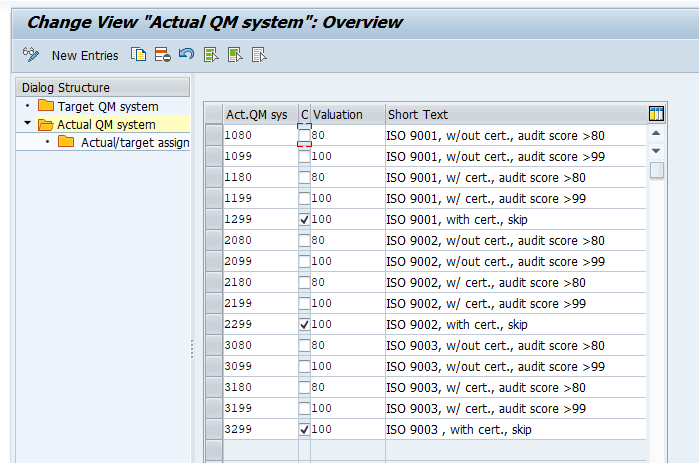
Hubungan antara MIC dan karakteristik kelas memungkinkan Anda untuk mentransfer hasil pemeriksaan kualitas/inspection ke klasifikasi batch, sehingga sistem dapat mengaksesnya dalam penentuan batch.
Ini hanya dapat terjadi jika material akan ditangani dalam batch dan kelas batch harus ditetapkan ke master material dalam tampilan klasifikasi.
Karakteristik kelas dari kelas batch secara otomatis dinilai pada penyelesaian inspeksi, berdasarkan hasil inspeksi.
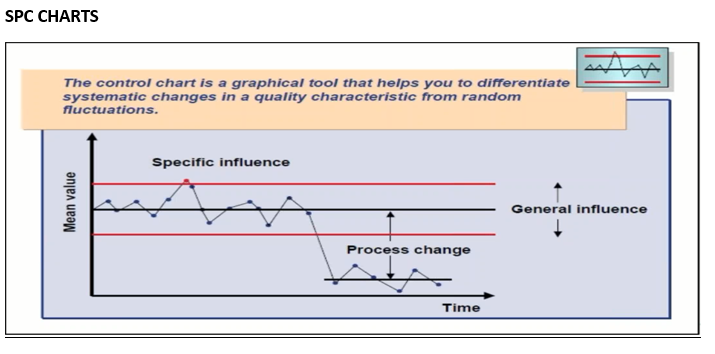
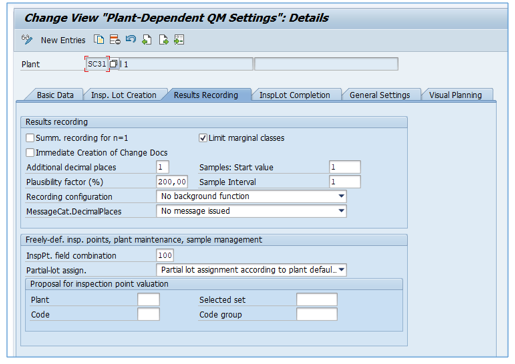
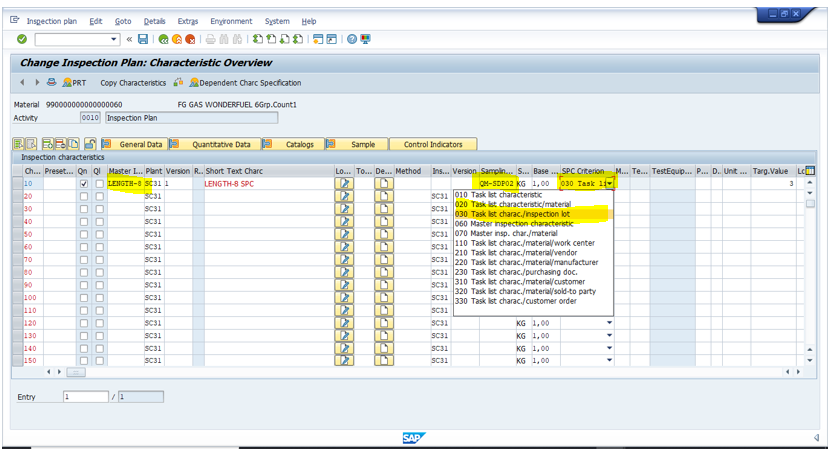
Statistical Process Control (SPC) memungkinkan Anda untuk memantau, mengontrol, dan meningkatkan proses.
SPC adalah tools penting didalam memetakan kontrol
Dalam komponen QM, Anda dapat mempertahankan grafik kontrol untuk karakteristik kualitatif dan kuantitatif.
Quality Control Charts adalah alat grafis untuk membantu Anda mengidentifikasi varian sistematis karakteristik kualitas dari nilai target berdasarkan fluktuasi nilai karakteristik yang tidak dapat dihindari.
Production Order yang related dengan Quality Inspection (QM), karena proses releasing quality terjadi secara abnormal, hal ini disebabkan karena ada proses reverse atau terjadi proses perbaikan data backflushing/auto GR yang dilakukan dengan menggunakan tcode COGI, menyebabkan issue sebagai berikut:
Inspection Lot belum di UD code
Inspection Lot belum di proses goods movement dari QI stock
Inspection Lot tidak ada Task list
Maka proses normalisasi releasing inspection impact to order adalah :
Menggunakan QA33 – Change icon, kemudian change pada UD (Usage decesion) dan change Result Recording / RR
Menggunakan QA02 – per inspection Lot dengan catatan Status Lot Belum di UD kemudian pada menu Correction actual Qty maka kita dapat melakukan correction Qty including meng Nol kan actual quantity
Jika sudah terlanjur di UD dan posisi stock masih menggantung / deficit, maka solusinya inspection lot tersebut di Cancel
Sebelum create production order yang mengunakan konsep backflushing, kita asumsikan suatu produksi pembuatan ROTI TAWAR dimana komposisi dari bahan yang diperlukan adalah TEPUNG, TELOR dan GARAM.
ROTI TAWAR:
TEPUNG
TELOR
GARAM
Pembuatan UOM baru dapat dilakukan dengan menggunakan tcode CUNI
Setelah terinstall jalanin vmware playernya ( khusus vista ato win 7 ‘run as administrator’ )
Setelah dijalankan vmware playernya akan muncul tampilan spt gambar di bwh, lalu pilih open
Setelah pilih open , buka drive dimana terdapat folder IDESECC6 (MASXDB), lalu pilih Windows Server 2003 Standart Edition.vmx spt tampilan gambar di bawah lalu open
Setelah di open, akan ada tampilan pilihan
I moved it
I copied it
Pilih I copied it, lalu OK
Akan muncul tampilan gambar spt di bwh ini, klik tombol Start/play
Stock Opname adalah proses stock secara phisik dilapangan untuk mendapatkan data barang secara real time, hal ini sangat diperlukan untuk mengurangi kehilangan barang & mengetahui berapa nilai asset yang dimiliki perusahaan.
Ada satu kesepakatan sebelum memlakukan proses stock opname dimana semua departement terkait ke SAP , department warehouse, produksi, delivery & accounting untuk tidak melakukan proses mutasi barang / tidak boleh melakukan transaksi apapun di SAP dan sepakat untuk memberhentikan kegiatan transaksi SAP pada pembelian, proses dan penjulan, hal ini untuk mendapatkan data yang akurat, untuk itu ke semua departement terkait yang stocknya belum clear / pending maka disarankan untuk segera menyelesaikannya sebelum opname atau dialihkan prosesnya ke future date.
This manufacturing process is nothing but a assembling manufacturing process for example manufacturing of a cycle we need subcomponents like seat, rim, handle, peddle, chain, stand etc… and we can assemble and if you want to disassemble the assembly cycle we can get back the subcomponents. Discrete is the terminology given by SAP but normally we called this process as a assembly manufacturing process. The master data we maintain in discrete manufacturing process is material master, BOM, work center and routing (task list and the order we create is production order.
Example: Manufacturing a cycle or a motor cycle or cars
Process Manufacturing Process
This manufacturing process is used for process industries for example: food, chemical, Pharma, mining industries where once the finished product is produced we cannot dis assemble the subcomponents used or involved to the get the finished product therefore we called this process manufacturing process.
The master data we maintain in process manufacturing process is material master, BOM,work center (resource – resource category should take processing unit normally) and routing (master recipe – additional functionalities include process management and PI sheets) and the order we create is process order.
Create a material master with FERT material type by selecting the extra views like – 10 – MM01 Create BOM – CS01 Create Resource – CRC1, C2, C3 Create master recipe – C201, 202, 203 Phases describes the details steps of the operation Create PIR – MD61 Run MRP – MD02 Process the planned orders – MD04 Convert planned order to process order – COR7 Manual creation of the process order – COR1, 2, 3 Release Process Order – COR2 GI wref to process order – MB1A / 261 Confirmation of the process order – COR6N / CORK GR wref to process order – MIGO / MB31
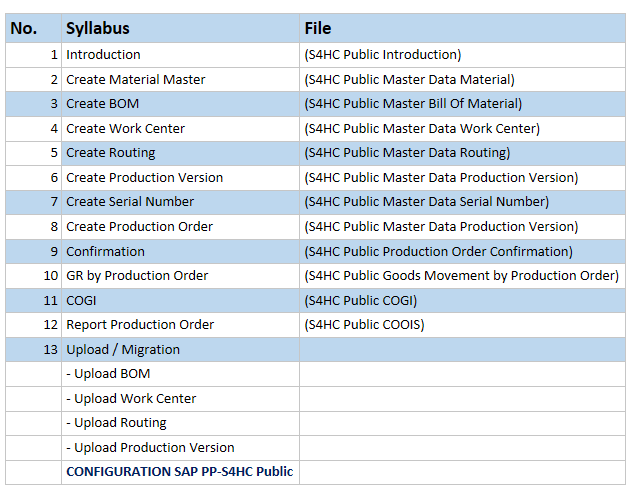
Pada Proses produksi “Discrete Manufacturing” terdapat 5 bagaian master data PP yang saling berelasi satu dengan yang lainnya yang kita sebut sebagai CONSISTENCY DATA sebelum kita melakukan proses transaksi produksi / Create Order –> CO01.
Ada hal yang harus diperhatikan didalam pembuatan master tersebut yaitu : VALIDITY From adalah wajib pada range satu kesatuan dari 5 master data itu, tidak boleh keluar dari range Validity From.
Master Data Tersebut adalah : 1. Material Master 2. BOM (Bill of Material) 3. Work Center 4. Rouine 5. Production Version
Silahkan lihat video ini, bagaimana menggabungkan ke 5 master data itu, sebaga prasyarat untuk transaksi production Order >
GR = Goods Receipt yang terjadi karena ada penerimaan material/barang ke warehose baik penerimaan dari vendor, penerimaan dari hasil proses produksi dengan movement type – 101.
GI = Goods Issue yang terjadi karena ada pengeluaran material/barang dari warehouse / return ke vendor sehingga posisi stock keluar (-) dengan movement type (201, 261, 601 …)
Didalam Video Tutorial ini diperlihatkan GR dari Purchase Order plus bagaimana cara melakukan proses RELEASE QC dari posisi QI stock ke UU.
Change Catalogs and Catalog Profile for Notification Types
Define Partner Determination Procedure and Partner Function
Response Time Monitoring
Notification print Control
Object Information
Overview of Notification Types
Define Notification Type
Transaction code
SPRO/
IMG menu
Plant Maintenance and Customer Services >> Maintenance and Service Processing >> Maintenance and Service Notifications >> Notification Creation >> Notification Types >> Define Notification Types
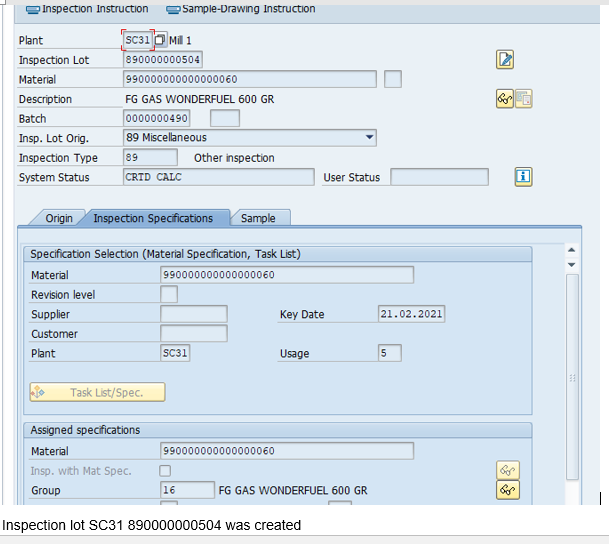
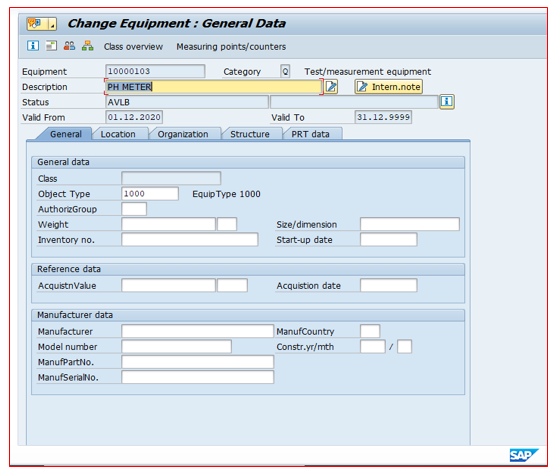
Calibration Instrumen digunakan di banyak perusahaan untuk melakukan pemeriksaan kualitas. Untuk memastikan bahwa Test Equipment yang digunakan selalu memenuhi kriteria kinerja yang ditentukan, sebagian besar perusahaan secara teratur menguji dan mengkalibrasi Test Equipment mereka.
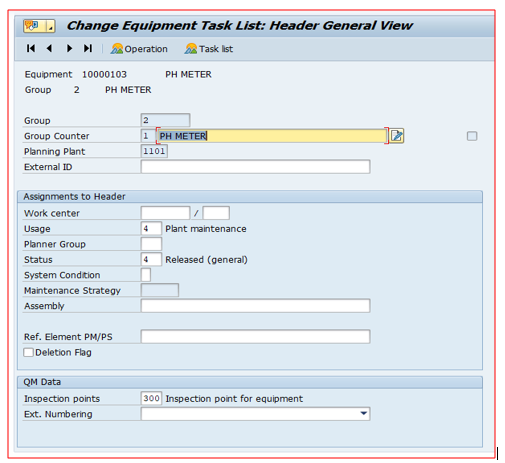
Dengan menggunakan fungsi dalam komponen, Anda dapat mengelola data Equipment, merencanakan dan menjadwalkan inspeksi, serta melakukan inspeksi kalibrasi untuk Equipment.
Anda harus menggunakan Manajemen Test Equipment komponen di perusahaan Anda jika: Data individu dimaintain untuk setiap bagian dari peralatan uji §Test equipment dikalibrasi secara teratur
Inspeksi kalibrasi direncanakan dan dijadwalkan untuk Maintenance Order dan Maintenance Strategy yang berbeda §History hasil dimaintain untuk setiap test Equipment
Anda dapat menggunakan proses bisnis ini untuk merencanakan, melakukan, dan mendokumentasikan semua task list maintenance yang diperlukan yang muncul di luar maintenance rutin. Semua sumber daya yang digunakan, costs, dan rincian teknis task list maintenance dicatat secara terpusat dan dapat dievaluasi.
Biasanya proses ini relevan jika aset teknis utama menunjukkan defect dan perbaikannya harus direncanakan. Employee dapat melaporkan defect tersebut kepada perencana maintenance yang bertanggung jawab, yang kemudian merencanakan dan memulai bagaimana defect tersebut akan diproses lebih lanjut
Di Corrective Maintenance, Anda memperbaiki malfungsi atau kegagalan mesin dengan memunculkan notifikasi di sistem. Work Order diterima oleh teknisi yang memasukkan informasi. Orang yang berwenang dalam sistem PM menyetujui dan menyelesaikan pekerjaan sesuai work order.
Summary Configuration BOM. Untuk configurasi BOM mengikuti standard SAP, hanya yang dapat dimodifikasi dan perlu diperhatikan adalah pada Material Types yang akan diassign baik pada header BOM atau detail BOM.
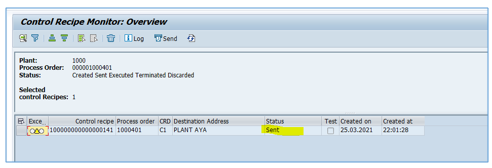
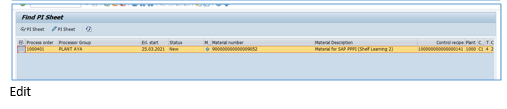
SAP PP PI Sheets and Process Management Point – point yang mesti diperhatikan dalam persiapan dan pembuatan PI Sheets dan process management adalah sebagai berikut :
-Proces PP PI sheets setelah process order di RELEASE -PI Sheets itu bisa difungsikan dengan tujuan untuk otomatisasi pada proses : ( GI / GR / Konfirmasi ) -Step2 nya adalah (Release order – Control Recipe From Order – Control Recipe Monitor / CO53 – PI Sheets / CO60 – Process Order Message Monitor / CO54)
Proses Instruction dan Destination dapat dicheck di konfigurasi PPPI Kemudian melengkapi master data order (BOM, Resource, Master Recipe dan PV). Pada master Recive akan di assign ( Process Instruction + Destination). Untuk lebih jelasnya silahkan tonton video tutorial dibawah ini :
Process Industry Overview Master Data required for PP-PI Structure of Master Recipe Operations and Phases Relationship between phases Production Versions Planning Process in PP PI Process Order Creation Process Order execution
PP-PI is designed for the batch oriented process manufacturing companies like pharmaceutical, food, beverages, tobacco etc.
Process manufacturing forms an industry type where in the products which are manufactured cannot easily be disassembled once they are manufactured.
It is impossible to be reworked upon these products. You can say making chemicals, medicine, towels, paper, steel etc.
The production process is carried out in batches, i.e., non-reproducible units are characterized by certain specifications.
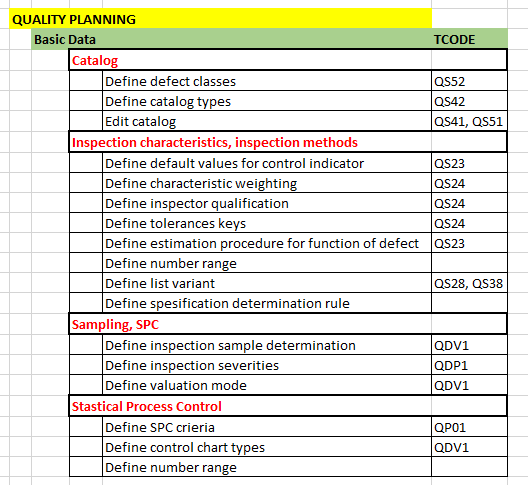
What are catalogs What are codes and code groups What is catalog Profile Use of catalog profile
Catalogs
Catalog adalah kombinasi dari code groups, yang dikelompokkan menurut content/isinya
Mengunakan catalog untuk define, manage, dan standardize information (contoh, defect types, characteristic attributes, tasks) secara konsisten untuk semua clients atau plants.
Jika menggunakan catalog, hal itu mudah untuk me-record dan evaluate qualitative data dan mendeskripsikan objects.
Didalam catalog, information diassign secara unique alphanumeric code dan text penjelasan.
Catalog Profile
Sebuah kombinasi code groups dari catalog yang berbeda beda yang dikelompokkan sebagai nilai yang di allowed untuk notification processing.
Ini menentukan kode grup yang akan dapat diakses dari berbagai catalog untuk merekam items, tasks, dan aktivitas dalam notifikasi.
Anda dapat menetapkan catalog profile kedalam master record untuk technical object atau notification type
Jika objek teknis dan jenis notifikasi keduanya memiliki profil katalog, profil katalog dari objek teknis selalu dibaca terlebih dahulu saat notifikasi dibuat dan disalin.
Define Scheduling Parameters for Production Orders
Define Confirmation Parameters
PRODUCTION Tujuan
Bagian konfigurasi ini mencakup pengenalan konfigurasi produksi untuk menentukan order type pada production order dan konfirmasi.
Configuration – Shop Floor Control Define Order Type Use. Order type adalah klasifikasi tipe produksi. Ini diperlukan untuk pembuatan production order dan informasi terkait seperti tipe proses produksi, settlement dan penentuan number range pada masing-masing order type
Define Order Type Dependent Parameter Use Pada langkah ini, akan ditentukan parameter-parameter yang valid untuk setiap jenis order type dan plant order type dependent parameters adalah parameters – parameters yang mempengaruhi cara order type proses.
Pemilihan manual Production Version/PV dapat diatur, dengan task list type menggunakan ‘N’ untuk routing dan BOM application adalah PP01 (Produksi – General). Status change Dokumen untuk order header, operation, material dan Production Resources/tool.
Dokumentasi goods movement diatur saat GR untuk purchase order, GR untuk production order, Goods issue yang direncanakan dan goods issue yang tidak direncanakan. Untuk controlling, tidak ada costing variant yang ditetapkan dan tidak ada planned cost ditentukan saat menyimpan production order.
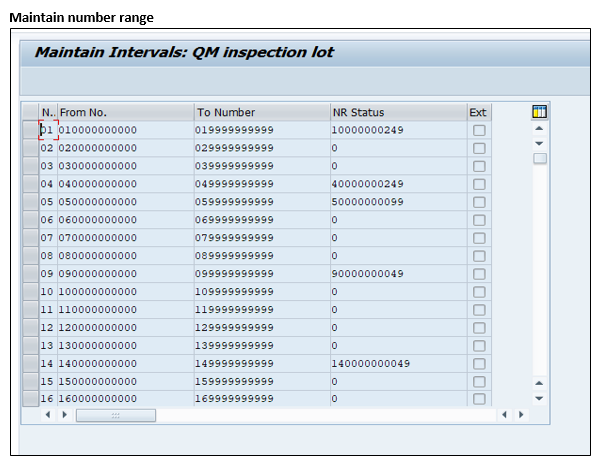
Dalam opsi menu ini digunakan untuk menentukan number ranges untuk orders. Setiap order di assign ke sebuah number range group via order type ini. Diassign beberapa order types ke number range yang berbeda. Konfigurasi ini digunakan untuk internal number, lalu system secara automatically menetukan sebuah urutan number ketika ada order yang dicreate dari number range yang dispesifikasikan oleh user.
Checking Control mendefinisikan bagaimana Production Order akan dikontrol oleh beberapa Availability Checks.
How is it customized?
Detail Configuration Availability Check 1
Availability Check 2
Define Scheduling Parameter for Production Order Use Scheduling Parameters untuk Production Orders adalah parameters yang terkait dengan Production order scheduling
How is it customized?
Details Configuration : 0001 – PP01
Define confirmation Parameters Use Didalam IMG activity ini, akan didefinisikan confirmation parameters per plant dan order type.
How is it customized?
Details Configuration : 0001 – PP01 Generally Valid settings
Pada Production Order akan didefinisikan material apa yang akan diproses,di lokasi mana, pada waktu kapan, dan seberapa besar usaha yang dibutuhkan. Pada Production Order juga akan didefinisikan work center mana yang digunakan dan bagaimana dengan perhitungan cost-nya.
Function :
Fungsi dari Production Order adalah sebagai alat kontrol produksi, menggambarkan dan memonitor semua rencana dan actual produksi,sehingga dapat ditentukan kebutuhan akan material dan kapasitas Work Center-nya.
Setiap harinya dari team produksi melakukan proses Order creation dari proses sebelumnya yaitu planning prosess / demand management yang di dalam cycle produksi disebut: ORDER REQUEST.
Dari order Request / PIR di run MRP akan menghasilkan Proposal (produksi & procurement) kemudian dari proposal tersebut akan di convert ke dalam production/process order yang kita sebut ORDER CREATION.
Kemudian Order tersebut step berikutnya harus dilakukan MATERIAL Availability Check dan CAPACITY requirement Check sebagai bukti untuk booking material / reserved material dan booking mesin/work center
Kemudian Order akan di PRINT dari admin produksi untuk sebagai juklak / petunjuk pelaksanaan di lapangan / shof floor control, pada form print itu berisi informasi Finished product/FG/SFG, material komponen, uom dengan komposisi dan prosedur-prosedur / task ist dalam proses produksi seperti mixing, pemanasan, pewarnaan dan begitu pula jika terjadi permasalahan akan dicatat di shop floor untuk dikembalikan ke admin produksi.
Untuk lebih jelasnya silahkan tonton video dibawah ini :
Capacity availability check tidak ikut diproses dengan Material Requirements Planning (MRP).
Capacity Planning harus dijalankan terpisah didalam step kedua.
Master data, planned orders dan production orders menyediakan data yang dapat dipakai untuk merepsentasikan available capacities dan capacity requirements.
Available capacity adalah ukuran/setup dari pekerjaan mesin yang menunjukan kapasitas pekerjaan mesin per workday.
Capacity requirement adalah ukuran dari permintaan pekerjaan oleh individual orders pada kapasitas pada waktu tertentu.
Capacity requirements dicreate ketika planned orders atau production orders dibuat.
Didalam Capacity evaluations, requirements ini dapat dicompare dengan available capacities.
Didalam Capacity leveling, capacity shortfalls/underload dan overloads dapat di leveled/dipindahkan ke level lain. Anda dapat menggunakan cara alternative resources yang cocok untuk anda mengatur perencanaan agar menjadi optimal.
Whenever order comes the order will be transferred to the production where the assembly process be involved and gives the delivery schedule to the customer, just assembly the process in order to reduce the time and quickly be delivered to the customer.
Variant Configuration
Variant Configuration is for manufacturing complex product in which customer determines the features of the product. Objective of variant configuration is to react quickly to customer’s requirements. Here it needs not to create separate material for each variant of a product. When companies introduce variant configuration this often beyond a business process re-engineering project.
Variant configuration offers an opportunity to restructure product structures for which then process are defined. This has a direct impact to the core areas such as marketing and product data management.
ADVANTAGE OF VARIANT CONFIGURATION
No need to create separate material master for each variant combination
BOM and routing is enough for representing all possible variants and operations
Able to react more flexible to customer demand.
Increase information exchange between sales, engineering and production
CONFIGURABLE MATERIAL
A material with different features or characteristics and options is known as configurable material. Example: PC, Car, Pump, Cycle, Laptop etc…
Configurable materials are either created in a material type that allows the configuration ( in the standard system, the material type KMAT) or they are given the indicator configurable in the material master record.
Steps to perform variant configuration —————————————————
Characteristic – CT04
Class – CL01
Configurable material with material type – KMAT – MM01
Sales BOM for the configurable material – CS01
Configurable profile for the configurable material – CU41
Assign object Dependencies – CT04
SD condition records – VK11
Sales Order – VA01
Then we can the display or result of the variant configuration.
Serial Number in SAP PP. Serial Number is also a master record as it will be unique for a particular material.
The serial number will be mostly given at the time of delivery and this can be effectively controlled by the serializing procedure.
We use serial number to identify a product unique and to provide our self with an overview of which product. We have sold to which customers. The serial number is only unique in conjuction with a product.
For example: Cell phone CELL PHONE000012345 or ENGINE000012345
For Example, you can use serial numbers in the following instances.
1. If a customer returns a damaged engine you can determine whether it is actually the engine that you supplied the with
2. During quality control you determine that a production error has occurred you can identify the
affected product groups by using serial numbers. if necessary you can also identify the customer to which you have already sold damaged products and inform them of this.
3. If a freight forwarder damages a pallet during transportation, warehouse management people can show us which engines were on the palette and could now potentially be damaged
Steps to Perform.
1. Create serial number profile in configuration setting four digit key that provides unique identification number for a serial number profile
2. Maintain serial number profile in the material master MM01
3. Create production order
4. Release production order – serial numbers are created automatically
5. Confirm production order
6. GR WREF to production order
7. Monitor MMBE here we can see the list of serial numbers
Create Material Master Finished product, Check in Basic Data View, Satuan nya mesti PC, pada Work Scheduling dapat dimasukkan profile Material number + profile Scheduling
Create BOM (Bill of material) Create Work Center
Create Routine
Create Production Version
Create Production Order atas Finished Producti itu :
Perhatikan pada Tab CONTROL. (sudah masuk Profile)
Jika saat create production order baru muncul pesan error seperti dibawah ini :
Entry SC31 P123 does not exist in TCO43 (check entry)
Artinya di material master – work scheduling views harus digabungkan antara profile scheduling dan profile serial number
Kemudian SAVE,
Perhatikan pada order yang akan dibuat TARGET QTY. maka akan dibuatkan sejumlah serial number sebanyak itu.
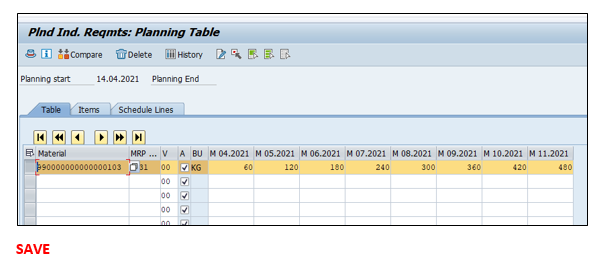
Suitable for long/medium term planning, with an aim to streamline a company’s sales and operational planning, SOP is a forecasting tool enabling you to set up sales, production and other supply chain targets based on existing, future or historical data, SOP is most suitable for planning finished goods and not for material component planning.
SOP plans are passed on to demand management (DEM) in the form of independent requirement which in turn is fed into MPS (master production scheduling) and MRP (material Requirement Planning).
The results of SOP can be passed on to profitability analysis, cost center accounting and activity based costing
SOP provides convenient method for sales quality planning, production quantity planning, medium and long term planning. An SOP is created for individual product or for product groups
the production planner use the SOP created by the marketing department to generate a 12 month production plan.
The production plan can be created for individual product or for group of product.
The production quantities are calculated by comparing the forecasted quantities with the target inventory level at the end of each month
Product A – 60% Product B – 40%
Product plan – 100 200 300 400 500 600 700 800
Product A 100*60/100, 200*60/100, 300*60/100, 400*60/100, 500*60/100, 600*60/100 Product B 100*40/100, 200*40/100, 300*40/100, 400*40/100, 500*40/100, 600*40/100
Process Flow of standard SOP:
Create material master with material type FERT – MM01
Create Product Group – MC84
Create Plan – MC81
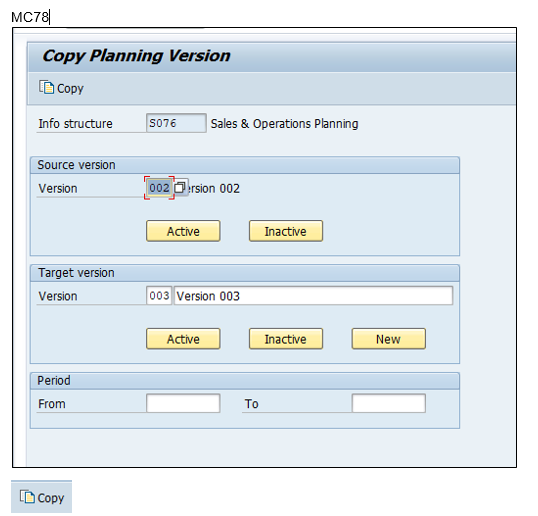
Copy Planning Version – MC78
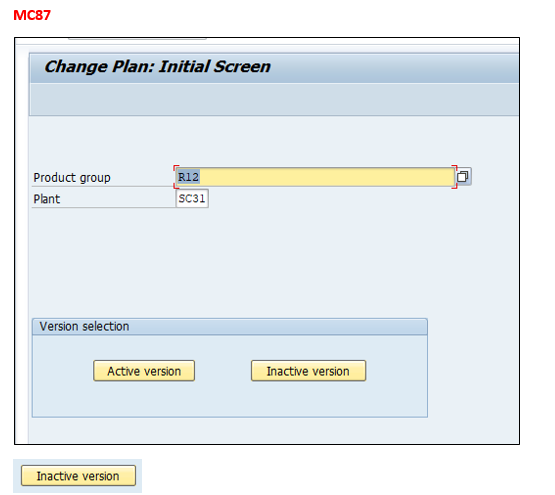
Change Plan – MC87
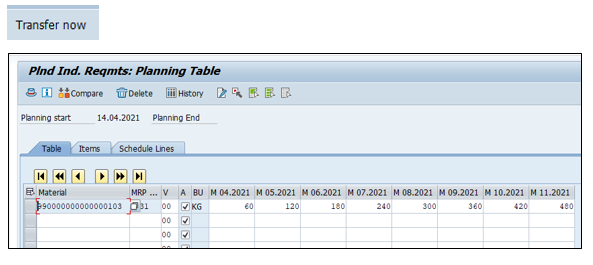
Transfer Planning Data to Demand Management – MC75
Change Plan – MD62
MRP RUN – MD03
Stock / Requirement List – MD04
Planned Orders are converted to next preceding documents
MRP Run à MD02
The above PIRs are converted into planned orders
Planned Orders further converted into production order à MD04
You can tcode CO40 (convert PIR to production order)
Release production order
GI for production order à MB1A / 261
Confirm production order à CO15
GR Wref production order à MB31 / MIGO
Stock overview, MMBE
PRODUCT A = Material 990000000000000103 – BOM: 96.0110000 – Routing PRODUCT B = Material 990000000000000104 – BOM: 96.0110000 – Routing
Create MMR for raw materials and fin components – MM01
Create BOM – CS01
Create Work Center – CR01
Create Rate Routing – CA21
Create Production Version – C223
Create Product Cost Collector – KKF6N
Create PIRs – MD61
MRP Run – MD02
Stock / Requirement List – MD04
Planning Table – MF50 – Line Loading
REM Backflushing – MFBF
Monitor MMBE and MD04
Setelah anda melakukan proses Define Profile REM pada config, maka anda harus mengaktifkan beberapa point pada master data material Finished Product / Raw Material.
Pada Material Master Product perhatikan pada inisialisasi :
Material FG – Views MRP4 , define thick REM dan masukkan profilenya ZREM
Material FG – Views Accounting 1
Material ROH – thick Backflushing
Pada config – SPRO perhatikan pada inisialisasi :
Production – Repetitive manufacturing – Control – Define repetitive manufacturing profile
Didalam modul PP & FI terjadi integrasi pada proses create GR dengan atau tanpa Production order. Dan ketika proses create GI tanpa production order dimana masing masing akan terbentuk Accounting Document.
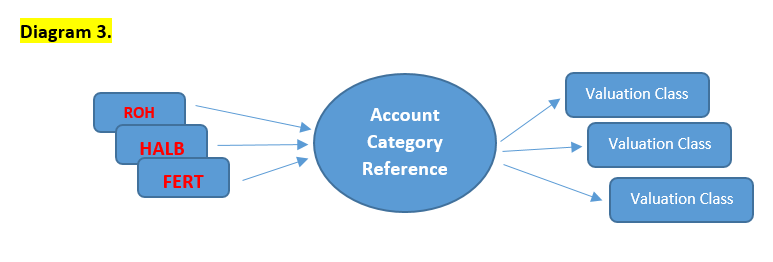
For Example : Z001 = Account Category Reference ROH Z002 = Account Category Reference FERT
A001 = Valuation Class for ROH A002 = Valuation Class for FERT
ROH = Z001 FERT = Z002
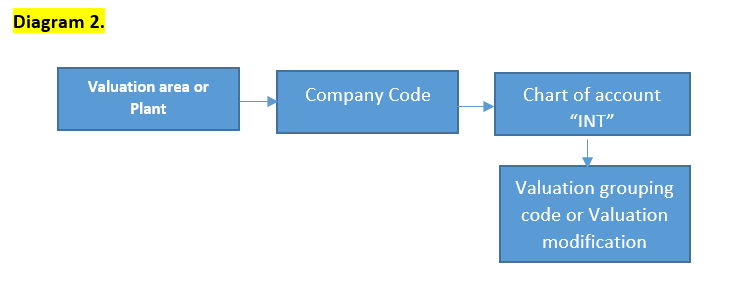
Configuration Account Determination
SPRO.
Material Management – Valuation and account assignment – Account Determination – Account determination without wizard :
Define Valuation Control
Group together valuation area
Define Valuation Classes
Configure automatic postings
Implementation in system Production Order
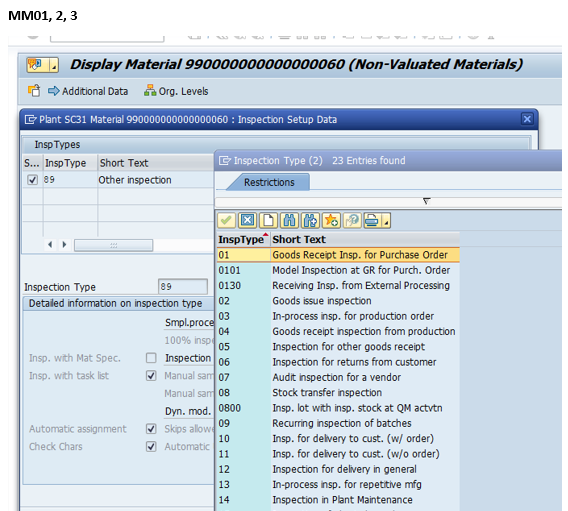
Create material master –> MM01, 2, 3
Create BOM –> CS01,2,3
Create Routine –> CA01, 2, 3
Create MB1C / 501 “Account determination for entry INT GBB B1B2 ZOB A001 not possible”. “Account determination for entry INT BSX B1B2 A001 not possible”.
Create MB1A / 261 “Account determination for entry INT GBB B1B2 VBR A001 not possible”.
Create CO11N
Create GR MB31 /101 “Account determination for entry INT GBB B1B2 AUF A002 not possible”. “Account determination for entry INT BSX B1B2 A002 not possible”.
Create GR without production order MB1C /521 “Account determination for entry INT GBB B1B2 ZOF A002 not possible”.
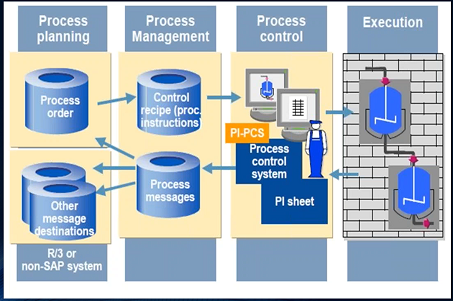
Diagram PI Sheets terbagi kedalam 4 bagian pokok :
1. Process Planning 2. Process Management 3. Process Control 4. Execution
Stepnya adalah anda harus mempersiapkan master recipe ( C201,2,3 ) yang akan digenerate dimana didalam master recipe didefine instruksi & destinition. Misalnya kita akan melakukan goods issue dengan menggunakan instruktur yang akan dipasangkan didalam master recipe.
SPRO
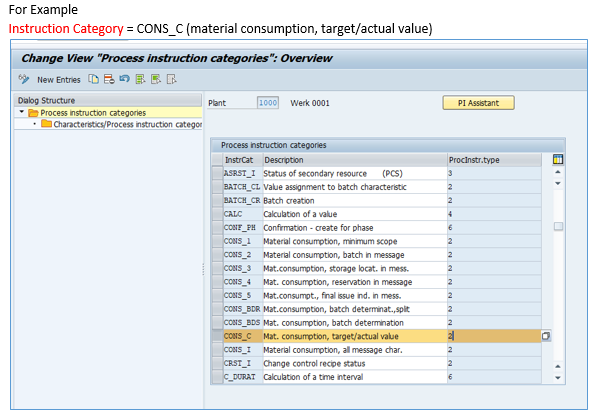
Process Management à Process Instructions à Define Process Instructions Categories (General). Mendefine Process Instruction Category
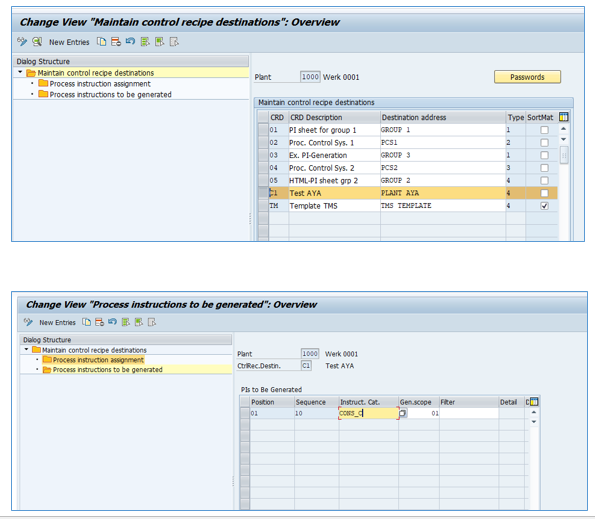
SPRO Process Management à Control Recipe / PI Sheets à Control Recipe destination
Mendefine control master recipe destination
Master recipe
Mendefine Process Instruction Category vs control master recipe destination testing and Save Configuration.
Create Process Order dapat digenerate dengan 2 cara :
1. dengan cara hasil proses planning dengan mengkonvert dari planned Orde ke process order 2. dengan cara manual dengan tcode COR1
Demand Management di suggest dari Material Forecast dan Sales & Distribution. kemudian dilakukan process run MRP maka akan didapatkan proposal berupa Planned Order Kemudian Planned Order tersebut akan di convert ke process order.
Perhatikan gambar dibawah ini memperlihatkan life cycle process Produksi.
Apa yang dimaksud dengan Variant Configuration pada SAP PP ??
Sebelum kita masuk ke materi & simulasi SAP PP tentang VARCON (Variant Configuration), saya akan menjelaskan terlebih dahulu terminologi, business process yang terjadi dimanufacturing – Varcon.
Materi VarCon ini akan saya bagi kedalam pembahasan secara urut agar dapat dipahami secara utuh dan faham penggunaannya di manufakturing yang sekarang sedang IN (banyak dipakai dibisnis penjualan yang disesuaikan dengan pesanan customer.
Variant Configuration digunakan pada saat terjadi banyak pesanan material FG berdasarkan variasi pesanan dari customer, produknya sangat banyak variasi.
Config setting VARCON bisa dengan 2 cara yaitu :
Material configurable
Material variant
Dengan VC tidak lagi membuat SKU yang banyak kode yang disesuai dengan variasi namun hanya dengan 1 SKU material yang mempunyai beberapa characteristic value.
Secara stock 1 SKU namun variasinya di level transaksional dari SO Customer.
Flownya Customer menentukan varian pesanan kemudian akan mentrigger SAP PP dengan memilih menggunakan BOM dan routing dan value mana saja yang akan disesuaikan dengan pesanan customer
Standard BOM dan routing nya mendefine kemungkinan – kemungkinan yang akan dipesan dari customer dengan cara menentukan “Object Depedency”.
Lalu bagaimana dengan costing VARCON ?
Costingnya ada dilevel SO costing tidak menggunakan standard COGM (BOM & Routing). Costing sangat tergantung dari SO Customer.
Contoh Industri yang menggunakan Varcon, industry Otomotif, Aircraft, Steel. Misalnya untuk industry Steel, SO Customer materialnya bisa menggunakan sebanyak kombinasi antara : THICKNESS+WIDTH+COATING+COLOR+SPECIFICATION.
Ini bisa di maintain sebagai material configurable atau material variant !!
Material Configurable = 1 SKU mempunyai beberapa kombinasi characteristic & value yang berbeda beda Material Variant = beberapa SKU varian yang mempunyai masing-masing characteristic & value yang unix.
COMPONENT VARCON :
Characteristic (Thickness, Width, Coating …)
Class – 300 (Pipe)
Configuration Profile (prerequisites, sequence untuk menghubungkan material, class, OD)
Object Dependencies (role of business, batasan, ketentuan)
Precondition
Selection condition
Procedure
Variant Tables (table semua kombinasi spesifikasi characteristic, value & pricing)
STRUCTURE VARCON
-Varian Class à Material Master -> Configuration Profile -Material Master à Super BOM -> Super Routing -Variant Table
Object Dependency – Precondition untuk menentukan characteristic value sebelum diinput / menghide beberapa characteristic sebelum diinput. ex. $SELF.GEARS = ‘19’ ex. $root.MODEL SPECIFIED
– Selection Condition Varian yang dipilih yang sesuai akan digunakan pada object lain. Ex. Characteristic HANDLEBAR mempunya value : (Standard dan Mountain) Dari value itu mempunyai komponen BOM yang berbeda dan juga Routing yang berbeda dengan sequence task list yang dapat ditentukan.
– Procedure adalah untuk menentukan rule of business. Ex. Operation in task list, jika characteristicnya mempunya ketebalan/thickness yang berbeda, maka akan menggunakan mesin yang berbeda pula. Ex. Qty BOM standard = 2, jika menggunakan characteristic backpedal, Qty BOM = 3 $SELF.QUANTITY = 3 if BACKPEDAL = ‘Yes’
Master Data
Characteristic -> CT04
Class -> CL01 (300)
Material Master Configurable à MM01/MM02 (basic data 2, Sales Org 2 – item cat.group=0002, MRP3 – 25)
Configuration Profile -> CU41, 2, 3 à OD
Material Master Variant (MRP3) need material configurable nya
Super BOM -> CS40 menentukan characteristic dgn variant
· It is a special form of data migration that is used in SAP, to transfer data from legacy systems and to the SAP system. LSMW is ideal for Master Data and does not require too much coding
· LSMW also supports conversion of data of the legacy system in a numerous way. The data can then be imported into the SAP R/3 system via batch input, direct input, BAPI or IDOC.
· Furthermore, the LSMW provides a recording function that allows generating a “Data Migration Object” to enable migration from any required transaction.
Recording Permasalahan pemrosesan (Deviation & Defect) didalam system disebut Quality Notification. Ada 3 type Quality Notification :
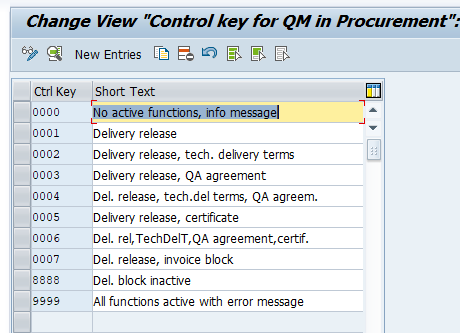
Notification from Vendor / Vendor complaint / Purchase Order
Notification from Process Production / internal Problem / Prod.Order
Notification from customer / Customer Complaint / Sales Order
Quality Notification contains the 3 Partners
-Author is the person who will create the internal problem notification -Coordinator is the overall person responsible for the notification -User Responsible is the person required to carry out correction tasks and corrective actions
SPRO. – Plant Maintenance & custom Service – Maintenance and service processing – Maintain and service order – Function and setting for order types -> Assign inspection type to maintenance/service order types
Create Equipment à IE01, IE02, IE03
Create Master Inspection Characteristic à QS21, QS22, QS23
These two modules integration takes place in 2 areas or 2 ways
In process inspection
GR inspection
In process inspection means during the production in between the process the inspection takes place and here again 2 types of inspection process take place they are:
Single time inspection
At regular interval
In process inspection
Quantity based inspection suppose if we are producing let us say for example 100 kgs of the material stock then the inspection take place 25 kgs at regular interval
Time based inspection means for example if we are producing the finished component let us say for example for 4 hours irrespective of the quantity then every 1 hours inspection takes place
Free inspection – means without any condition then the production department will go for inspection without any quantity or time based inspection
GR inspection
Inspection takes places at the time of GR wref to production order
Master Data in PP
The different master data available in SAP PP are
MM
BOM
Work Center
Routing
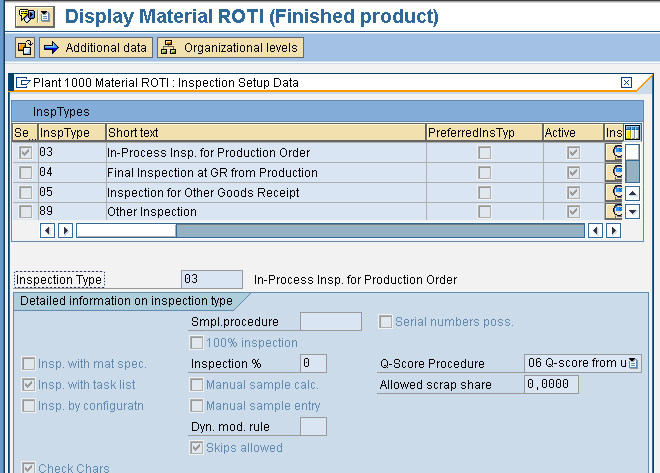
Material Master – we needs some raw materials created with ROH for example in the standard when need a finished material created with FERT with inspection type – 03
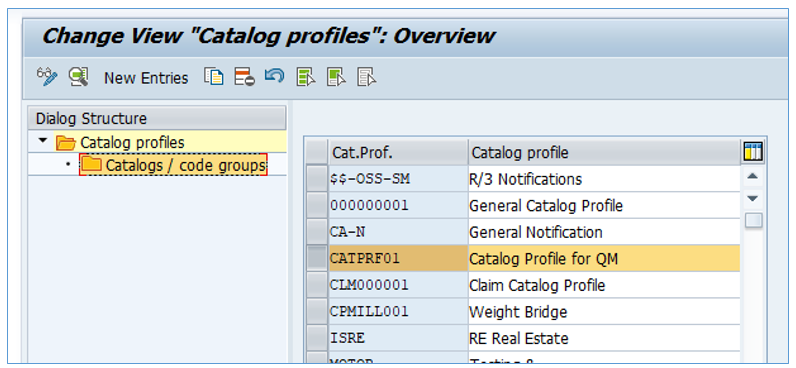
Catalog Profile berisi subset kode dan kode dari berbagai type katalog dan Catalog Profile ini akan dimaintain didalam notification.
Tcode untuk membuat Catalog profile adalah OQN6. Contoh : CATPRF01 = Catalog Profile for QM
Thick Catalogs / Code Group Setelah Cat.Prof. = CATPRF01 di select.
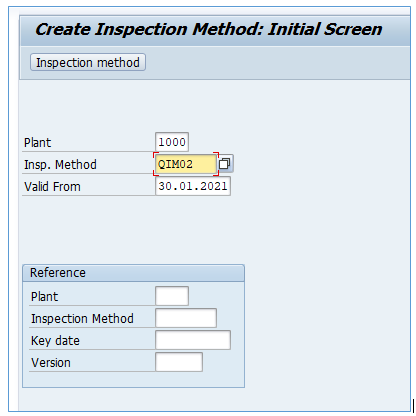
Inspection Method
Inspection Method adalah suatu cara untuk melakukan analisa kualitas tertentu.
Misalnya : Tablet kita simpan di dalam larutan pada waktu tertentu dengan suhu tertentu dan memutar nya dan mengambil beberapa pengukuran dalam proses.
Ini disebut sebagai Inspection Method. Dan next Inspection Method akan ditetapkan pada Master Inspection Characteristic / MIC.
Tcode yang dipakai adalah QS31, QS32, QS33
Step Scenario Inspection Method :
Create Inspection Method
Created code Group & selected Set
Create / Change Master Inspection Characteristic / MIC
Di halaman ini saya akan membahas secara lengkap semua materi SAP yang sudah di garap, sedang di garap dan yang akan datang. Dimana pembahasan materi akan meluas ke pembahasan SAP SD & SAP PM yang tentu saja saya anggap masih related yang berada di area logistik.
Adalah sangat perlu sekali untuk consultant SAP PPQM mengetahui secara proses yang terjadi di modul logistik itu agar mendapatkan pemahaman yang utuh dari suatu proses SAP. Karena SAP itu sendiri sangat menganut integrasi, centralisasi & korelasi antara modul-modul lain.
Untuk itulah saya membuat konsep ini yang berdasarkan pengalaman dan analisa dari bebagai kebutuhan SAP.
Untuk bisa saling berbagi dengan mengenal lebih lanjut : Silahkan invite di :
Create Master Inspection Characteristic à QS21, QS22, QS23
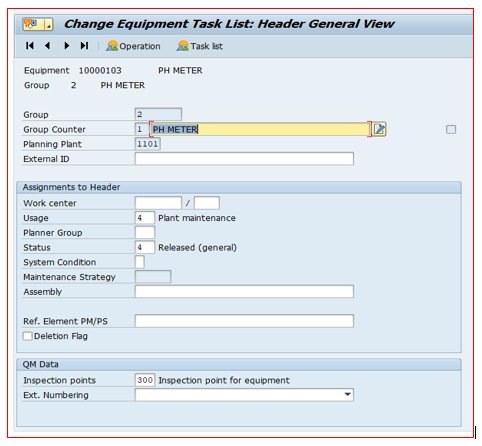
Create Equipment Task list à IA01, IA02, IA03
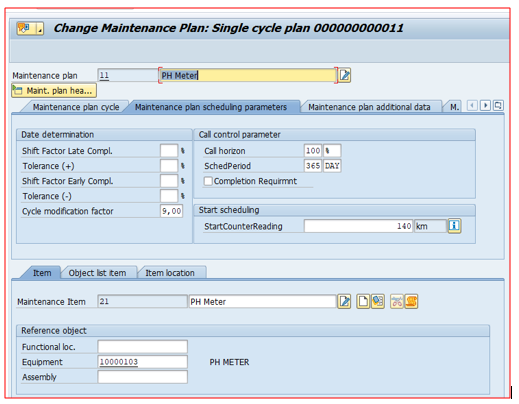
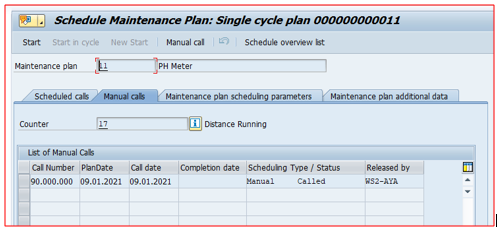
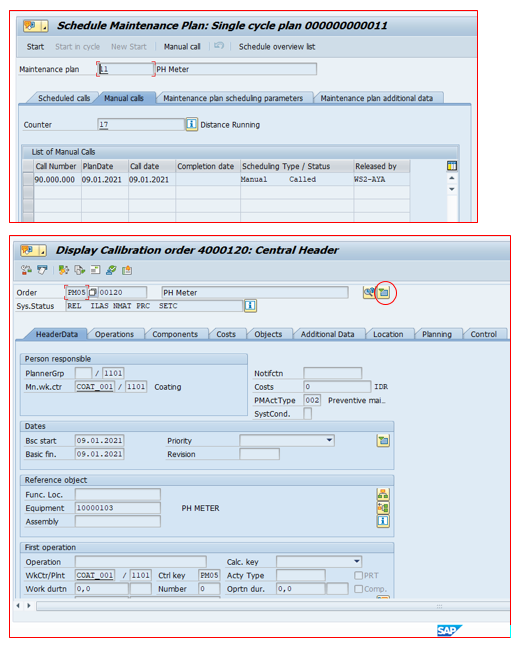
Create Maintenance Plan à IP41
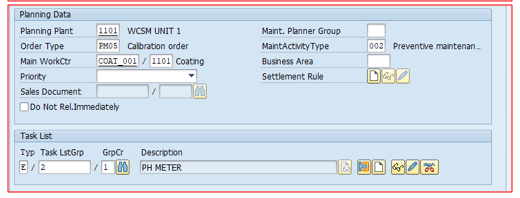
Schedule Maintenance Plan à IP10
Release The Calibration Order à IW32
Confirm the calibration order à IW41
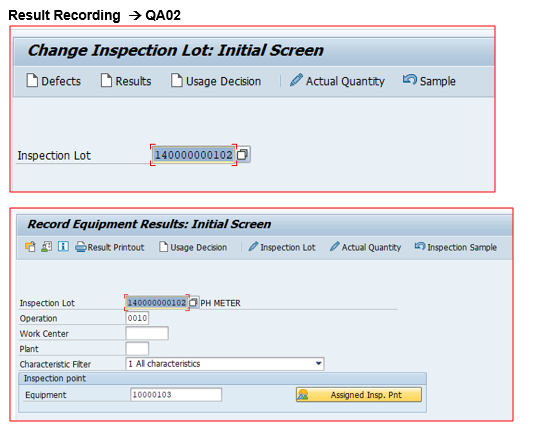
Result Recording à QA02
Usage Decision à QA02
Note.
SPRO. – Plant Maintenance & custom Service – Maintenance and service processing – Maintain and service order – Function and setting for order types à Assign inspection type to maintenance/service order types
Create Equipment à IE01, IE02, IE03
Create Master Inspection Characteristic à QS21, QS22, QS23